 扫一扫,手机浏览
扫一扫,手机浏览- 氧气汇流排组
详细信息
氧气汇流排组——一般的,工业气体切割时,需要用氧气、乙炔汇流排混合使用,或者氧气丙烷汇流排混使用,(详情请咨询技术部姚工: )具体如下:
(1)气割前的准备工作:
①检查设备的使用状况及周围环境是否安全;
②清除污垢等;
③按图样划线放样;
④垫高被割件并使其平稳;
⑤检查割炬的射吸性能;
⑥检查风线是否良好;
⑦调节预热火焰的能率及性质;
⑧待以上准备工作完成后进行试割。
(2)操作技术:气割的使用方法,气割的操作分为点火、起割、正常气割、停割四步进行。(详情请咨询技术部姚工: )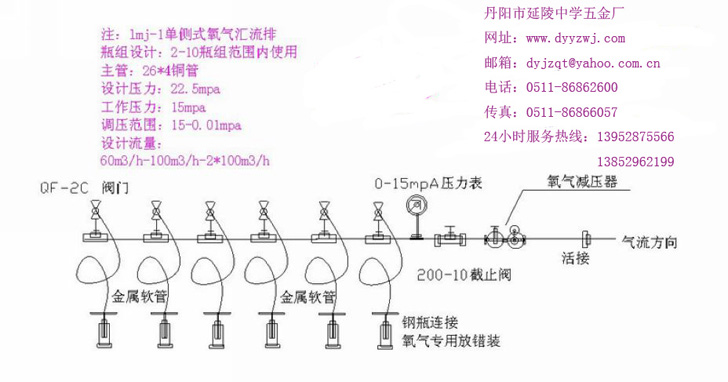

点火:点火前,先开乙炔,再微开氧气阀,用点火枪或火柴点火。正常情况下应采用专用的打火枪点火。在无打火枪的条件下,亦可用火柴来点火,但须注意操作者的安全,不要被喷射出的火焰烧伤。开始为碳化焰,此时应逐渐加大氧气流量,将火焰调节为中性火焰或者略微带氧化性质的火焰。
起割:起割点应选择在割件的边缘,先用预热火焰加热金属,待预热到亮红色时,将火焰移至边缘以外,同时慢慢打开切割氧气阀门,随着氧流的增大,从割件的背面就飞出鲜红的铁渣,证明工件已被割透,割炬就可根据工件的厚度以适当的速度开始由右至左移动。
正常气割:起割后,割炬的移动速度要均匀,控制割嘴与割件的距离约等于焰芯长度2~4mm。割嘴可向后(即向切割前进方向)倾斜20°~30°。气割过程中,倘若发生爆鸣和回火现象,应立即关闭切割氧气阀,然后依次关闭预热氧气阀与乙炔阀,使气割过程暂停。用通针清除通道内的污物。处理正常后,再重新气割。
停割:临结束时,应将割炬沿气割相反的方向倾斜一个角度,以便将钢板的下部提前割透,使切口在收尾处显得很整齐。*后关闭氧气阀和乙炔阀,整个气割过程便告结束。
当钢板厚度在25mm以上时,应采取大号割炬和割嘴,并且加大预热火焰和切割氧流。在气割过程中,切割速度要慢,并适当地做横向月牙形摆动,以加宽切口,得以排渣。
气体汇流排是一种集中充气或供气的装置,它是将多只钢瓶气体通过阀门、导管联接到汇流总管,以便同时对这些钢瓶充气;或者经减压、稳压后由管道输送到使用场所的专用设备,以保证用气器具的气源压力稳定可调,并达到不间断供气的目的。(详情请咨询技术部姚工: )
 本厂加工生产的产品适用的介质有氦气、氧气、氮气、空气等气体,主要用于工矿企业、医疗机构、科研院校等用气量大的单位。本产品结构合理,工艺先进,操作简便,是保障安全、实现文明生产的重要装置。本产品根据气瓶多少和配置式区分,具有多种结构形式,有2瓶组、3瓶组、4瓶组….20瓶组、30瓶组等可供选择,也可根据用户需要和环境要求作特殊配置。产品定购服务热线电话: (余小姐姚先生) 在线QQ:--- E-mail: ,网址;www.dyyzwj.com或www.dyyzwj.cn
本厂加工生产的产品适用的介质有氦气、氧气、氮气、空气等气体,主要用于工矿企业、医疗机构、科研院校等用气量大的单位。本产品结构合理,工艺先进,操作简便,是保障安全、实现文明生产的重要装置。本产品根据气瓶多少和配置式区分,具有多种结构形式,有2瓶组、3瓶组、4瓶组….20瓶组、30瓶组等可供选择,也可根据用户需要和环境要求作特殊配置。产品定购服务热线电话: (余小姐姚先生) 在线QQ:--- E-mail: ,网址;www.dyyzwj.com或www.dyyzwj.cn
本产品的气体压力适配于所配置的气瓶公称压力。我厂可制作各种规格的气体汇流排,包括氧气汇流排、氮气汇流排、空气汇流排、氩气汇流排、氢气汇流排、氦气汇流排、二氧化碳汇流排二氧化碳电加热汇流排、丙烷汇流排 丙烯汇流排 乙炔汇流排、两瓶组气体汇流排、单侧式气体汇流排、双侧式气体汇流排等各种气体汇流排。欢迎广大客商来电垂询!
-
供应商的其他相关信息
查看更多
-
 丹阳市延陵中学五金厂咨询电话
丹阳市延陵中学五金厂咨询电话
15896372133
氧气汇流排组
页面价格仅供参考,具体请联系报价价格 价格电议,您可以向供应商询价得到该产品价格- 产品型号:多种
- 品 牌:YZ
- 所 在 地:江苏镇江丹阳市
- 更新日期:2023-12-22
合计:1套总价:电议(联系我时,请说明是从谷瀑网看到的,谢谢!)店内推荐产品
 ¥面议
¥面议 ¥面议
¥面议 ¥面议
¥面议 ¥面议
¥面议 ¥600.00
¥600.00 ¥面议
¥面议
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。丹阳市延陵中学五金厂 电话:0511-86862600 手机:15896372133 地址: 江苏省丹阳市延陵镇