 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
乙炔汇流排气焊和气割时的消防安全
2013-01-02 00:54:34 来源:延中五金
气焊是利用乙炔与氧混台后的火焰作为加热的一种焊接方法。气焊火焰将焊件接缝处加热到熔化状态形成熔池,然后向熔池内填充金属而使接缝处熔为一体。由于火焰对熔池的压力、对焊件加热火焰调节方便,所以熔池温度、形状、尺寸及焊缝背面成型等较易控制。(详情请咨询技术部姚工:13952875566)
气割也是用乙炔和氧混合火焰将被切割的金属加热到燃点,然后用切割氧将金属燃烧到生成金属氧化物--熔渣,再由切割氧将其吹走。因此切割氧的纯度、压力、流速、风线(气流口寸切割速度、质量和氧气消耗量都有较大影响。在切割时,切割区的余热和预热火焰又将下层金属层加热到燃点,这样继续下去,可将金属逐步切开。氧气切割的实质是金属在纯氧中燃烧,它是一个预热、燃烧、去渣的连续过程。
乙炔汇流排间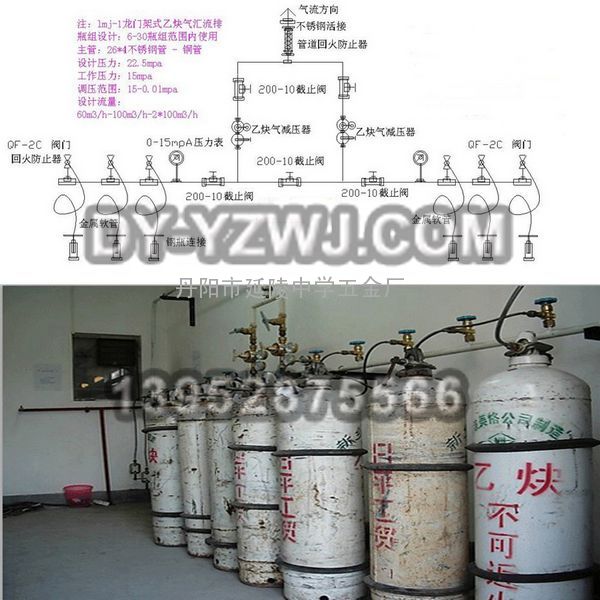
乙炔汇流排间由乙炔钢瓶、汇流排、中央回火防止器、干式回火防止器组成并与氧气贮瓶、减压器和割矩或淬火矩等配合使用。其次用乙炔,由钢瓶去乙炔站充灌后,再运回汇流排间。
乙炔汇流排间,采用二组钢瓶,每组五只并联排列。每只钢瓶出口由截止阀控制。钢瓶供气时,乙炔经截止阀、止回阀、汇流排等(可见表上的流量和压力读数),
经接地管L 的止回阀、截止阀、地下管道至中央回火防止器,再经乙炔地下管道输往工作车间。
l 、工业用氧
氧气是无色、无味、无臭的气体,它本身不能燃烧,但它是一种活泼的助燃气体。
氧气贮瓶*高压力为150 个大气压、容积为40升,在氧气瓶出口处,装有减压器,以便把高压氧降低到所需的工作压力,约3一4个大气庄,并使压力保持稳定。气焊与气割的工业用气通常分为三等.
2 、工业用乙炔
乙炔也称电石气,比氧轻,在常温时的气压下,乙炔是无色的、乙炔是一种危险的极易爆炸的气体,当温度超过200 一300度时,乙炔会发生放热的聚合作用,而放出热量又进一步聚合,若在此过程中不能将热量急速排除,聚合作用的增强和加快,会使乙炔的温度升高,从而导致乙炔的分解爆炸。纯乙炔气体,当其压力为1.5个表压,温度达到580 ℃时,不须外部引火,亦会自行发生分解爆炸乙炔与氧或空气为混合气体时,其爆炸危险性更大。
工业用乙炔,其含有较多杂质,如硫化氢、磷化氢等,故具有强烈的刺激性臭味。乙炔在丙酮中溶解度*大,瓶装乙炔就是利用其溶解于丙酮中的性质来贮存和运输的〕
3 、气体汇流排间
汇流排间的建筑必须符合消防要求:建筑物应取单层置于独立场地内,严禁建造在低注的地卜或易被水淹没的地方,也不能靠近人员密集区或交通要道处,其场地要有良好的自然通风,其门、窗等均应对外开启。并采用简易、架空、轻质屋盖,该屋盖应平整和无死角。(详情请咨询技术部姚工:13952875566)
当汇流排间必须毗邻车间时,则毗邻墙应为二级防火墙,其墙上应无孔、洞、门、窗和管线等穿过。在汇流排间,乙炔使用要符合消防要求:使用乙炔的工作压力为中压1.5公斤/平方厘米,*大流速为8米/秒,并规定其输气量不应超过l0立方米/小时,乙炔实瓶贮量不应超过一昼夜的生产用量;乙炔瓶的输气容积和速度不应超过1.5一2.0 立方米/小时/瓶。
乙炔汇流排
-
 丹阳市延陵中学五金厂咨询电话
丹阳市延陵中学五金厂咨询电话
15896372133











内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。
丹阳市延陵中学五金厂 电话:0511-86862600 手机:15896372133 地址: 江苏省丹阳市延陵镇